My favorite part of PSM/RMP implementation has always been Incident Investigations. Not because of any morbid curiosity, but simply because it’s where we learn how to improve our processes and the PSM/RMP programs we use to control them.
A friend and colleague of ours, Bryan Haywood of SAFTENG.net recently posted an EPA Citation Summary regarding a release of NH3 that hospitalized a facility worker.
Here’s a portion of the summary:
On April 22, 2016, maintenance work was performed at the Facility. Specifically, a maintenance worker replaced a belt on a spiral freezer. The worker utilized a written standard operating procedure (“SOP”) in performing the work. To safely perform the belt replacement maintenance the worker turned off the spiral freezer, which was in defrost mode at the time. The defrost cycle was interrupted when the freezer power was turned off. According to Respondent and the spiral freezer manufacturer, the spiral freezer requires routine and uninterrupted defrosting for proper performance.
Upon completion of the maintenance work, the worker restored power to the spiral freezer, which returned to a defrost mode. The following day, April 23, 2016, the spiral freezer was re-started and returned to use. Workers operating the spiral freezer were unaware of the interruption to the defrost cycle due to the belt replacement that occurred the previous day.
During the loss of power, caused by the maintenance work, and subsequent interruption of the defrost cycle, gas built up in the ammonia system relating to the spiral freezer. Soon after the spiral freezer was returned to service, hydraulic hammering, caused by the built-up gas, began in the ammonia piping related to the spiral freezer. The hammering weakened the weld on an end cap to the point where it failed. The end cap of a 16″ ammonia pipe fell off onto the protective floor spilling ammonia into a production area where employees were present. Ammonia alarms sounded and the Facility was evacuated.
Upon mustering at designated points outside the Facility (per the Facility emergency plan) it was determined that one employee was missing. Pursuant to the emergency plan predesignated workers entered the Facility to search for the missing worker who was found unconscious near the ruptured ammonia pipe. The emergency plan identified that Facility emergency responders needed self-contained breathing apparatus (“SCBA”) equipment to enter the Facility during releases of ammonia. SBCA equipment was available for all emergency responders at the Facility. One employee, an emergency responder, however, only put on an air purifying respirator (“APR”) to enter the building.
Eight employees were sent to the hospital of whom seven were released after observation and/or treatment for non-serious injuries. One employee, who was directly adjacent to the ammonia spill, required hospitalization. Doctors induced a coma and the worker was attached to a ventilator to provide breathing assistance for several weeks. The employee was subsequently released from the hospital.
Among other things that could have prevented this release scenario are two that the EPA didn’t cite: Training and Communication.
Training: A basic understanding of how refrigeration systems operate should have ensured that the facility didn’t restart this unit until it was equalized to the system.
Communication: It’s very possible the people that restarted the system were completely unaware of the work that had been done and of the possible effects of the prolonged shutdown
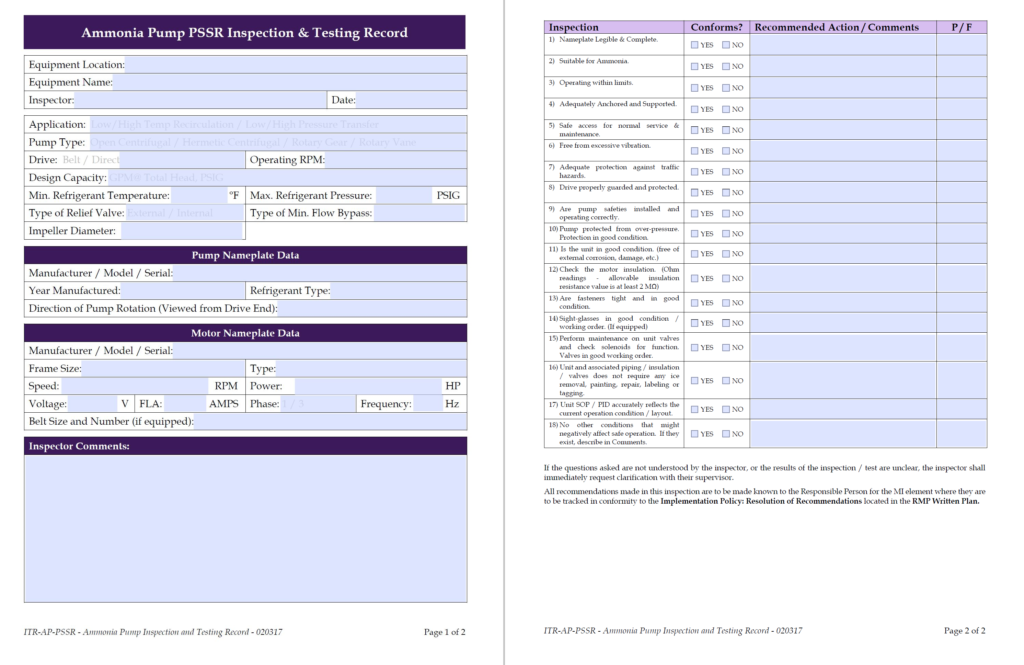
That said, there are always changes that can be made to procedures to add further administrative controls to situations like these. Due to this ongoing issue, we’ve decided to improve the existing Air Unit RESOP template by making the following changes:
- In the Startup phase, we’ve changed the wording of the step that opens the suction valves to include a warning that if these valves are closed, they should be opened SLOWLY
- In the Startup phase, we’ve modified the step that enables the “Run” or “Auto” mode in the control computer to check first that the unit Coil Pressure is within 30PSIG of the desired Suction Setpoint before allowing the Control Computer to take control.
- In the Shutdown phase, we’ve advised that if the unit is in the Defrost mode, the Defrost operation be allowed to conclude before stopping the unit with the Control Computer.
All future SOPs written based on these templates will use these modifications. If you have a program written with older versions of these templates, consider the following steps:
- Discuss this issue with your Operating staff so they understand the possible ramifications of an ill-timed shutdown or an improper startup.
- Consider updating your SOPs to include these changes or having your PSM Service Provider make these changes for you.
As always, if you are using these templates (or a program based on them) the updated AU RESOP template is on the Google Shared Drive with a 042017 revision date for your convenience.
Please don’t hesitate to contact me if we can be of any assistance with these revisions.
— Link to PDF of original CAFO