
Let us help you make sense of PSM / RMP!
We’ll be having an open-enrollment PSM class in Burleson, Texas July 8th-11th 2025.
You can get more information on the class with this link.
We hope to see you there!
Chill - We Got This!
Let us help you make sense of PSM / RMP!
We’ll be having an open-enrollment PSM class in Burleson, Texas July 8th-11th 2025.
You can get more information on the class with this link.
We hope to see you there!
There are a lot of choices out there for fixed Ammonia Detection these days. Common brands include CTI, Manning / Honeywell, Danfoss, Bacharach, Draeger, Hansen, and CoolAir.
Obviously if you are installing a new detector in a General Duty or PSM/RMP covered process, you want to perform an equipment-level PSSR (pre-Startup Safety Review) for the detector. However, a common question we get is “does changing from one brand to another require an MOC?”
The root of this question is usually an attempt to justify the “change” as a “Replacement in Kind” and therefore avoid the paperwork of an MOC. But an MOC is not about PAPERWORK. An MOC is about thinking through the desired change (in a structured way) to see where problems can arise.
Put another way: Implementing the MOC procedure is how we answer the question of whether or not we need to document how we manage the change.
Let’s consider some things that might change when we replace one detector brand for another.
Sensor Type: Electrochemical, IR, Catalytic Bead, etc. Each of these types of sensors has benefits and drawbacks based on the conditions they are used for and in. If you are changing technologies, how does that change affect your process?
Sensor Range: Obviously the range of the sensor has an impact on how it works in your system. Replacing a 1-500ppm sensor with a 1-250ppm sensor without altering the system programming will report the wrong chemical concentration.
Signal Type / Range: Most sensor setups work on a 4-20mA signal, but some use Modbus or proprietary methods. You need to match your technologies or provide signal conversation.
Enclosure Rating / Environmental Considerations: Some sensors are subject to difficult environmental conditions such as blast-freezers and wash-down areas. You need to make sure that the sensor is suitable for the conditions you will expose it to.
Detector Placement: Manufacturer’s often provide recommendations on the height they want their detectors placed at. Make sure you are addressing those recommendations. If you are moving the Detector, are there any guarding considerations in the new location?
Inspections, Tests & Maintenance: Manufacturers have different inspections, tests and maintenance types and schedules. You must make sure you align to the manufacturers recommendations.
Bump Tests / Calibrations: Both the calibration method & frequency must be considered, including any unique calibration equipment and gases.
Conclusion: So, it’s possible that swapping a detector might well be a “Replacement in Kind” but there are a lot of things to consider before you arrive at that decision. You should use your MOC process to see if you need a formal, documented MOC.
The issue: A facility with an ammonia refrigeration system notes that their HPR level is rather low, and they are considering ordering some ammonia to get back to the levels they “used to have.” The thinking is that they need to add to the ammonia charge to make up for ammonia that was lost over the years.
Before you go too far, a good question to ask is: Did I lose ammonia? Or is it just somewhere else in my system?
What if you didn’t lose it?
Did you add equipment without your MOC addressing if this required an inventory adjustment? Did you change recirculator vessel levels which make the HPR look low even though the ammonia is still out in the system? Has someone been mucking with the HXV’s or TXV’s, so you are “brining” coils? These are common issues, but the most likely culprit is seasonal variation.
If it’s August in Texas, it’s likely that your system is running about as hard as it will ever run. That means that the NH3 isn’t just hanging out in your vessels, but out in the various heat exchangers (and their piping) doing its job. The “good old boy” method of testing this was to wait until the cool of the night, shut down the liquid feed to your “load,” and check the vessel levels after the NH3 came back.
A more “modern” method is to use an inventory spreadsheet and adjust the levels in the heat exchangers to reflect the summer load. The intricacies of doing either of these are better dealt with in the real world rather than a blog-post, so let’s assume you have already checked this and you actually do need ammonia. (Note: if you need assistance with either of the above, we can certainly assist you, just give us a call)
Ok, maybe we did lose it!
If you look into the situation and find out that you actually do need ammonia, there are a few considerations you should think of BEFORE you order that truck and start preparing for delivery.
Justifying the charge
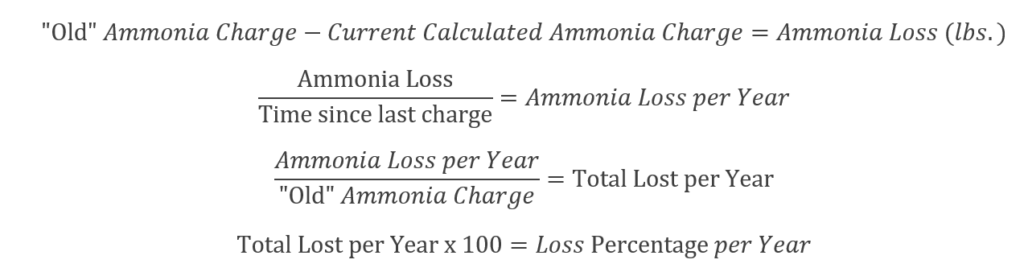
Assuming you didn’t have some sort of incident that clearly explains why you need ammonia, we should figure out how to justify the amount we’re adding. Most losses are easily justified by establishing a “loss rate” and comparing it to accepted norms. This acceptable loss would be caused by normal maintenance, auto-purgers, and fugitive emissions.
In my opinion, anything less than 5% is good. 2-3% is excellent. For what it’s worth, the IIAR has stated that up to 10% loss a year is “reasonable.”
A loss rate of 3% or less a year can easily be explained from normal maintenance, auto-purgers, and fugitive emissions.
This is easier to explain with a worked example from a friend. In this case, their inventory level is supposed to be 5,800lbs. When they updated their inventory sheet to reflect the actual conditions at the facility, they saw a calculated current charge of 5,000lbs reflecting an 800 pound loss. That loss occurred since their last charge 5 years ago.
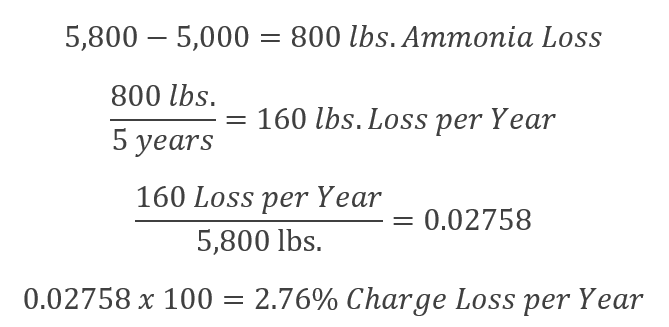
This percentage is easily explainable from maintenance and other fugitive emissions, and it’s also quite reasonable.
If you take the time to figure out the math above, and then document your calculations to justify your NH3 charge, it helps avoid unpleasant assumptions on the part of the EPA and OSHA in any future inspections.
If an auditor comes in and sees an ammonia delivery receipt, a documented rationale why the ammonia was needed, the SDS of the chemical charged, and you have a compliant charging procedure, it would be very unlikely that the charging process would be questioned further.
Of course, if your math shows a high leak rate, then you had better get an incident investigation going and figure out what’s wrong!
P.S. – To assist in this effort, Scott updated the Ammonia Inventory example template has been updated to help automate this process. Just enter the old value, newly measured value, and time (in months) since last charging and you have a 1-page report on the % loss per year. We hope this helps. The file can be located at: \ PSM-RMP Program Templates \ 03 – Process Safety Information \ Optional Resources \
Of all the PSM/RMP requirements, the Management of Change element is the most consistently problematic. Most of the difficulty is in answering two questions:
Note, it is quite possible that you answer NO to the first question and YES to the second question.
The text of the Rule
1910.119(l)(1) – The employer shall establish and implement written procedures to manage changes (except for “replacements in kind”) to process chemicals, technology, equipment, and procedures; and, changes to facilities that affect a covered process.
From a compliance perspective, how broadly you interpret the “…changes to facilities that affect a covered process” portion dictates how many changes will be subject to this element.
Of course, there’s also a little window that allows you to avoid the MOC element if you classify the change as a “replacement in kind.” The rule provides a fairly useless definition of Replacement in Kind:
1910.119(b) …Replacement in kind means a replacement which satisfies the design specification.
The “replacement in kind” exception is routinely abused to avoid MOC. To understand this element better, let’s consider a few scenarios: Replacing a Valve, replacing a Motor, replacing an Ammonia Detector, and replacing a Condenser.
Example: Replacing a Valve
In this example, we’re replacing a valve with the same model, size, etc. Is this a change? Some people would call this a Replacement in Kind, but I would not. I would call this a Direct Replacement. It’s not kind of like the valve we’re replacing, it’s exactly like it. Such a change is outside the scope of the MOC element entirely.
What if we were replacing the valve with a different brand or model? Then we don’t know if it is a Replacement in Kind until we ask enough questions to assure ourselves that it satisfies the design specification. Some questions we might ask are:
It’s quite possible that you answer enough questions to assure yourself that the replacement valve satisfies the design specification making it a Replacement in Kind. While this means it is outside of the MOC element for compliance purposes, we’d still recommend you document the rationale you used to determine that it meets these design specifications. You could even take this documentation one step further and declare that in the future all replacements of Brand A Model X valve with Brand B Model Y valve can be considered a Direct Replacement in this application.
Example: Replacing a Motor
A motor might be considered by some (incorrectly) to be outside of the MOC element because it doesn’t (usually) contain ammonia, but this is short-sighted. Remember, the MOC element is about Changes to…equipment…that affect a covered process. A motor for equipment that is part of your covered process would certainly fall within the scope of the element for consideration.
Ideally, we’re replacing the motor with the exact some one – a Direct Replacement that would place it outside the MOC element. But, if we are replacing it with another motor, we will be looking to prove that it satisfies the design specification so we can consider it a Replacement in Kind. Again, we need to ask questions:
Just like earlier in our valve example, it’s quite possible that you answer enough questions to assure yourself that the replacement motor satisfies the design specification making it a Replacement in Kind. While this means it is outside of the MOC element for compliance purposes, we’d still recommend you document the rationale you used to determine that it meets these design specifications. You could even take this documentation one step further and declare that in the future all replacements of Brand A Model X motor with Brand B Model Y motor can be considered a Direct Replacement in this application.
Example: Replacing an Ammonia Detector
Like earlier, with the motor example, a change to an ammonia detector might be considered by some (incorrectly) to be outside of the MOC element because it doesn’t (usually) contain ammonia, but this is short-sighted. Remember, the MOC element is about Changes to…equipment…that affect a covered process. You definitely consider these detectors as safeguards in your PHA, so we need to exercise some caution on this change.
If we’re replacing the detector with the exact same one, then it’s a Direct Replacement. If we’re replacing it with a different detector, we need to assure that it satisfies the design specification so we can consider it a Replacement in Kind. Again, we need to ask questions:
In my experience, unless you are dealing with a Direct Replacement, no detector meets the requirements for a Replacement in Kind because they almost all fail the last question on calibration equipment, schedule and procedure. That means such a change would require the implementation of a Management of Change procedure.
Here’s where we can get a little clever. The PSM/RMP rules require that we “establish and implement written procedures to manage changes” but they don’t require that we use the same procedure for every change! If we sit down and think through all we need to do to successfully change from Brand A Model X NH3 detector to Brand B Model Y NH3 detector, we could establish a standard procedure for doing so. That means that in a facility with, say, 45 detectors that you are changing over a period of time, you have a Single MOC (to establish the new procedure) and then simply implement the new NH3 Detector Change SOP 45 times as the changes occur.
Example: Replacing a Condenser
In this example we’re replacing a brand A evaporative condenser with 500 tons of capacity with a brand B evaporative condenser with 500 tons of capacity. Note: this would work the same with if you were replacing it with a different model of brand A as well. Also, if you were replacing a condenser with an exact duplicate, then theoretically you may be able to get by with a PSSR, but that assumes you don’t need any non-standard operating modes during the change-out.
First question: Is it a change to equipment which satisfies the design specification? Answer: Well, I don’t know because there is a lot that goes into that determination. But every part of a condenser changeout has the potential to affect the safety of your system. Questions you should ask include:
While it is technically possible that you could ask these (and 100 other) questions concerning a condenser replacement in such detail that you ensure it satisfies the design specification, you are going to want to document all that work. I’ve personally never seen it happen unless it was the same make and model. In our opinion, the best way to document all that work is by following the Management of Change procedure.
Closing Thoughts
Management of Change is a difficult element. But by working this element, you can find and address hazards before they are introduced to your process. There’s very little that can be said about it better than this advice from the Petroleum NEP:
OSHA’s MOC requirement is prospective.
The standard requires that an MOC procedure be completed, regardless of whether any safety and health impacts will actually be realized by the change. The intent is, in part, to have the employer analyze any potential safety and health impacts of a change prior to its implementation. Even if the employer rightly concludes there would be no safety and health impacts related to a change, 1910.119(l)(1) still requires the employer to conduct the MOC procedure.
Imagine we’ve decided to replace the existing fans of an air unit (probably a blast cell) with composite blades. Should you consider that a Replacement in Kind?
Before we go into the change, you might be asking why people would change from a metal fan to a composite. The answer is usually three-fold:
Should you consider the replacement of traditional metal fans (in an air unit for example) as a Replacement in Kind? My thinking on this is the same as the answer to every other “Is it a Replacement in Kind” question: It’s a change that falls under the MOC procedure(s) until you prove that it isn’t.
To meet the lowest possible compliance threshold of OSHA and the EPA we have to know if it “satisfies the design specification.” In this case, that pretty much comes down to asking if it has the same (or better) performance characteristics as the fan it’s replacing.
Assuming you do those checks, and you find the new fan can operate at the same temperatures, static pressure, speed, etc. as the old fan, OSHA and the EPA would allow us to qualify this as a Replacement in Kind. As always, I would suggest you document that work so you can prove you’ve correctly qualified the change as a Replacement in Kind. That’s the minimal compliance answer. The process safety answer is different and it’s the answer you should care about!
For the process safety answer we also ask a few more questions. For example:
I would like to focus on the PHA question because the others are part of our PHA answer. If you are using the IIAR’s What-If checklist (or something like it) you have a question that looks like this:
EV1.22 What If…a fan fails catastrophically? (air unit cooler only)
It’s likely you answered that for metal fans by saying there were appropriate safeguards to control this hazard such as your MI program, daily walk-through’s, 5yr independent inspections, etc. It’s also likely that if you had those safeguards in place you made “no recommendation” on that question.
Now, let me ask: What if the new fans have different failure modes / MI requirements? Wouldn’t that change your analysis?
Recently I’ve been getting reports of fan failures in the field. While not unheard of with traditional metal fans, these reports lately seem to all be about composite fan blades.
What we seem to be seeing in these composite fan failures is that they appear to be caused by:
Now, that’s not a failure mode / sequence of events we are used to seeing on traditional metal fan blades. Does that mean we shouldn’t use composite blades? No, of course not – it means Identifying new hazards like this requires us to institute new / altered controls. Some good examples of appropriate changes:
Making changes to our program like this show us that the change from a traditional fan blades to composite fan blades should not be treated as a Replacement in Kind. It is, however, a fairly simple Management of Change. I want to re-emphasize here, had we chosen to view this change as a Replacement in Kind, we would have missed these opportunities to identify and control these new hazards introduced by the change.
Nearly two years ago, I changed the Management of Change Written Plan template in my PSM programs to make a few changes:
These changes are related and they were made for a few reasons, which broadly break into three categories:
PSM Guidance History: There are two main ongoing issues with the NH3 refrigeration industry’s understanding of MOC. The first is the fiction that there are “minor” and “major” categories of changes in the PSM/RMP rules. It seems that the example written plan provided in the first edition of the IIAR Compliance Guidelines has been so internalized into our industry that people have stopped looking at the actual regulations or guidance documents from OSHA & the EPA. Essentially, the IIAR guidance splits changes into either “minor” or “major” based on whether they invalidate the PHA. If they do invalidate the PHA, they are “major” changes, and if they don’t, they are “minor” changes. This (arguably useful) fiction is NOT present in the PSM/RMP MOC rules.
Here’s the relevant IIAR guidance on “minor” changes:
“When processes undergo minor changes (e.g., minor rerouting of a piping run), information is typically added to a PHA file to reflect the change, even though the validity of the PHA is not affected by the modification.”
Here’s the relevant IIAR guidance on “major” changes:
“A major change is a modification which has significant impact on process conditions or system parameters and was not addressed by a previous Process Hazard Analysis (PHA) study.”
If that’s your policy, then the IIAR is already telling you that the PHA should be reviewed during the change. Why? How could you possibly know if the change “was not addressed by a previous PHA study” or whether the “Validity of the PHA is not affected by the modification” without reviewing the PHA?
Since the IIAR guidance (and experience) tell us we have to review the PHA as part of the change, there is little benefit to the IIAR scheme of “minor” and “major” changes. You can’t justifiably determine which category the change falls into until after you’ve reviewed the PHA. Unfortunately, that’s not what was happening…
Lessons Learned: PSM covered facilities have a LONG history of failing to properly manage changes. You would be stunned to see some of the changes that occur in covered processes without undergoing an adequate MOC procedure – or without any MOC at all. We’ve seen entire machine rooms added with no PHA review because the facility felt that the change was a “minor” change. The reality of implementing the IIARs guidance was that people were deciding if a change was “minor” or “major” based on their gut feeling of the size/complexity of the change – They weren’t actually reviewing the PHA to make this determination. The IIAR scheme acted as a “shortcut” for many facilities as they tried to jam ever larger & more complex changes into the “minor” category.
Furthermore, we found that almost none of these poorly performed MOC procedures were being caught by the facility. Since one person was in charge of (and administering) the entire program, there was essentially NO oversight. Adding the PSSR at the end of the equipment / facility MOC procedure provided a degree of oversight.
Simplification: Removing the “minor” and “major” categories meant that all equipment / facility changes followed the same procedural steps. Each equipment / facility change now requires the “Responsible Person” to review the relevant PHA section(s). Please note that this is not a full-scale team-based exercise – it’s the “Responsible Person” reading through the relevant section(s) and making a determination based on their expertise. Obviously, as in all other cases, if the “Responsible Person” is encouraged to seek any operational or engineering expertise they might lack. If the PHA section(s) appears unaffected by the change, then that’s the end of the issue until the regularly scheduled PHA revalidation. If, however, the PHA section(s) appears to be affected, then they need to be revalidated by a team meeting the requirements of 1910.119(e) & 40CFR§68.75.
Also, added at this time were individual component PSSR sheets. That is, for each common type of equipment in an NH3 refrigeration system, a sheet was created that allowed you to quickly document the Pre-Startup Safety Review. These sheets covered various required PSI items as well as IIAR Bulletin 109 items that have been commonly requested and IIAR Bulletin 110 inspection & maintenance items. Since, this PSSR is required (by the Written Plan) for every equipment / facility change, they provide a oversight function as well as meeting the regulatory requirements.
—
All of these changes are made to improve the MOC & PSSR process.
To meet the requirements of the MOC element 1910.119(l)(2)(ii) you have to “assure that the following considerations are addressed prior to the change: …Impact of change on safety and health.” If you haven’t read this OSHA MOC guidance recently, I highly commend it to you:
An MOC procedure is required anytime a change per the requirements of 1910.119(l) is considered. An MOC procedure is a proactive management system tool used in part to determine if a change might result in safety and health impacts. OSHA’s MOC requirement is prospective.
The standard requires that an MOC procedure be completed, regardless of whether any safety and health impacts will actually be realized by the change. The intent is, in part, to have the employer analyze any potential safety and health impacts of a change prior to its implementation. Even if the employer rightly concludes there would be no safety and health impacts related to a change, 1910.119(l)(1) still requires the employer to conduct the MOC procedure.
The MOC requirements are important because many large incidents have occurred in the past when changes have been made and the employer either did not consider the safety and health impacts of the change, or did not appreciate (wrongly concluded) the potential consequences of the change before it was too late. Therefore, it is not only required, but important that the employer conducts an MOC procedure on each change, even those changes the employer believes will have no safety or health impacts. (OSHA, Refinery PSM NEP, 2007)
It is the word prospective in the above text that is most important. You can think of the dictionary-like definition of “a study that starts with the current condition and follows it into the future.” You could also think of those men and women who panned for gold in the western territories of the US during the 19th century. Like them, you are looking through a lot of mundane things to find the rare oddity – that unique nugget – that can cause trouble. In an MOC the nugget is a hazard that needs a safeguard – either a new one, or one you already have but haven’t yet applied to the discovered hazard.
Where do you document the hazards you’ve found and the safeguards you’ve put in place? The Process Hazard Analysis!