
Let us help you make sense of PSM / RMP!
We’ll be having an open-enrollment PSM class in Burleson, Texas July 8th-11th 2025.
You can get more information on the class with this link.
We hope to see you there!
Chill - We Got This!
Let us help you make sense of PSM / RMP!
We’ll be having an open-enrollment PSM class in Burleson, Texas July 8th-11th 2025.
You can get more information on the class with this link.
We hope to see you there!

“Time Waits for No one…”
The Issue at hand
When I first started in NH3 refrigeration, you could pick up the phone, talk to your parts-guy, and get a replacement valve quickly: often the same day, but usually within a business day or two. While you were waiting for the part, you either operated the equipment manually (requiring a temporary SOP / MOC) or shut the equipment down during the wait. We call the time between when you order something and when it arrives, lead-time.
Because lead-times *were* short, parts inventory at most facilities were kept fairly low – usually limited to what would stop production. If you could get what you needed in a day or two, why keep it on the shelf, unless you were losing 20k+ an hour in downtime?
The situation has changed around us, and I’m not sure we’ve all thought through the implications of the current supply-chain issues. Lead-times have grown substantially in 2021 and, while relief is promised in the second half of 2022, these long wait times for equipment and components have the potential to adversely affect our Process Safety.
Current Lead Time estimates
| Equipment / Component | Lead-Times in Weeks* |
| Valves, Shutoff and Control | 14-24 |
| Valves, Relief | 12-20 |
| Vessels | 14-24 |
| Condensers | 14-16 |
| Compressors | 16 |
| Air Unit / Evaporators | 36 |
| Heat Exchangers | 14 |
*Typical for NH3 components. Varies by brand. Some halocarbons lead-times are even longer.
How can this affect Process Safety?
When you don’t have a critical spare part, and won’t have one for several months, production demands are likely to force you to operate your equipment in “temporary” modes. Here are a few thoughts:
What should I do?
“The first responsibility of a leader is to define reality…” –Max DePree
Well, the first step is to start a discussion with your skilled technicians and make sure they understand the environment we’re all working in. Here are some points for discussion, and further actions to take:
RC&E can assist you with your parts and spares. Click Here for our Line Card. Call Dennis Vaught 817-210-1957 or email him at dvaught@rce-nh3.com
Occasionally we come across an issue we’ve customarily addressed, but never documented. Put another way: We realize we have a policy – even if an informal one – on how to deal with certain situations, but we’ve never turned that policy into a formal, written one.
It’s incredibly common to have these informal policies in smaller departments, or when a task is rare. You can usually identify them after-the-fact when you are told “That’s just the way we do things here. Everybody knows that.”
When we find these items in our Covered Processes, we should endeavor to document them. Today I’d like to talk about a big one: What do we do when the existing written procedures don’t match with the conditions or situations we are facing in our work. What written guidance are you providing to your Process Operators and Technicians on how to deal with this situation?
Every functioning Operations / Maintenance department has a policy – even if an informal, undocumented one – on how they deal with this issue.
For years I’ve relied on the text in the SOP Written Plan concerning Temporary Operations:
The ammonia system is not operated in any temporary modes without a written SOP. If a component requires maintenance or replacement, that portion of the system is isolated and removed from service through a written SOP. Other Temporary Operations are handled through the MOC element which will ensure supervisory oversight. Temporary Operation SOPs are often via a written modification of an existing SOP in the form of an addendum.
This worked well, but it was a little bit obscure and (understandably) only thought to apply to SOPs themselves. That needed to change. What we’ve done to our system today, is formalized and documented guidance on how to deal with these non-standard / non-routine situations.
A new policy was placed in the RMP Management System Written Plan…
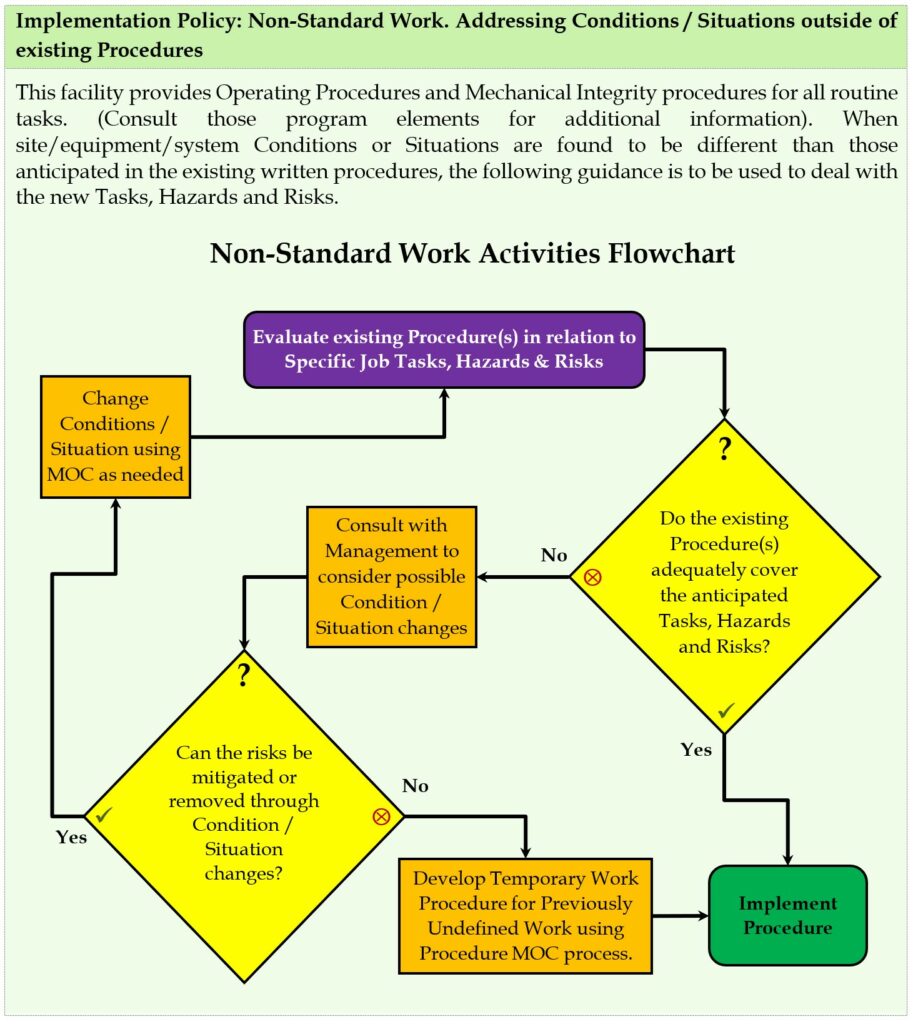
To ensure integration of this policy, the following text was added to the Operating Procedures (Implementation Policy: Using an SOP – Performing a Procedure, and Implementation Policy: Operating Phases, Temporary Operations) and Mechanical Integrity (Implementation Policy: Mechanical Integrity Procedures or MIPs) element Written Plans: “The Implementation Policy: Non-Standard Work. Addressing Conditions / Situations outside of existing Procedures found in the RMP Written Plan should be used when site/equipment/system Conditions or Situations are found to be different than those anticipated in the exiting written procedures.”
Are you handling non-standard / non-routine work well in your Process Safety program? If you are, and have a better idea, we’re always open to improvements. If you aren’t handling it well, perhaps you can implement the example above?
For Inside-Baseball type people: This chart was inspired by the API RECOMMENDED PRACTICE 2201 Safe Hot Tapping Practices in the Petroleum and Petrochemical Industries, Chapter 4, Section 4.3.1, Figure 3—Example Decision Process for Authorizing Hot Tapping. Other than genericizing that flowchart to cover all types of work, I also made two large changes:
Imagine we’ve decided to replace the existing fans of an air unit (probably a blast cell) with composite blades. Should you consider that a Replacement in Kind?
Before we go into the change, you might be asking why people would change from a metal fan to a composite. The answer is usually three-fold:
Should you consider the replacement of traditional metal fans (in an air unit for example) as a Replacement in Kind? My thinking on this is the same as the answer to every other “Is it a Replacement in Kind” question: It’s a change that falls under the MOC procedure(s) until you prove that it isn’t.
To meet the lowest possible compliance threshold of OSHA and the EPA we have to know if it “satisfies the design specification.” In this case, that pretty much comes down to asking if it has the same (or better) performance characteristics as the fan it’s replacing.
Assuming you do those checks, and you find the new fan can operate at the same temperatures, static pressure, speed, etc. as the old fan, OSHA and the EPA would allow us to qualify this as a Replacement in Kind. As always, I would suggest you document that work so you can prove you’ve correctly qualified the change as a Replacement in Kind. That’s the minimal compliance answer. The process safety answer is different and it’s the answer you should care about!
For the process safety answer we also ask a few more questions. For example:
I would like to focus on the PHA question because the others are part of our PHA answer. If you are using the IIAR’s What-If checklist (or something like it) you have a question that looks like this:
EV1.22 What If…a fan fails catastrophically? (air unit cooler only)
It’s likely you answered that for metal fans by saying there were appropriate safeguards to control this hazard such as your MI program, daily walk-through’s, 5yr independent inspections, etc. It’s also likely that if you had those safeguards in place you made “no recommendation” on that question.
Now, let me ask: What if the new fans have different failure modes / MI requirements? Wouldn’t that change your analysis?
Recently I’ve been getting reports of fan failures in the field. While not unheard of with traditional metal fans, these reports lately seem to all be about composite fan blades.
What we seem to be seeing in these composite fan failures is that they appear to be caused by:
Now, that’s not a failure mode / sequence of events we are used to seeing on traditional metal fan blades. Does that mean we shouldn’t use composite blades? No, of course not – it means Identifying new hazards like this requires us to institute new / altered controls. Some good examples of appropriate changes:
Making changes to our program like this show us that the change from a traditional fan blades to composite fan blades should not be treated as a Replacement in Kind. It is, however, a fairly simple Management of Change. I want to re-emphasize here, had we chosen to view this change as a Replacement in Kind, we would have missed these opportunities to identify and control these new hazards introduced by the change.
The Question:
Imagine a project where you are going to replace an existing condenser with a newer model. Does this “change” trigger the MOC element or does it fall into the Replacement in Kind exemption to the MOC requirement?
This question comes up from a customer several times a year.
The Short answer:
The answer – if you are short on time – is: An equipment change rarely qualifies as a Replacement in Kind.
The LONG answer:
First, let’s look at the relevant text of the PSM MOC requirement:
1910.119(l)(1) – The employer shall establish and implement written procedures to manage changes (except for “replacements in kind”) to process chemicals, technology, equipment, and procedures; and, changes to facilities that affect a covered process. (The RMP text is essentially the same, so we’re just going to focus on the PSM text)
This text is about the scope of the MOC requirement; or to put it another way: What triggers the requirement?
This proposed condenser change is obviously a change to equipment that has the potential to affect a covered process so it could be covered. In theory, if the new condenser does not affect a covered process we could classify it as a Replacement in Kind. Unfortunately, we don’t actually know if the new condenser will affect the process until we investigate the change. Some questions we’ll need to ask include (but are not limited to):
1) Are there piping / valving changes?
2) Is the overpressure protection the same?
3) Does the new equipment require any changes to the inventory calculation, relief calculation, equipment schedule, etc?
4) Are there any changes to the electrical requirements and controls?
5) Does the new equipment require any changes to existing SOP(s) and MIP(s)?
6) Does the new equipment require any changes to the existing MI schedule?
7) Does the new equipment require any changes to the existing Operator Training?
8) Does the new equipment require any change to the existing Process Hazard Analysis to ensure it properly identifies, evaluates and controls the hazards of the new equipment?
9) Are there any other ways that this new equipment could affect safety and health?
That’s a lot of questions to ask and it’s really just the beginning of them. To even consider this new equipment a Replacement in Kind, we’d have to ask all these questions (and more) and answer them with “No, there are no changes required”.
You know a great way to ensure that you ask these types of questions and properly document your answers? THE MOC ELEMENT. It is literally a written program to Manage Changes.
While it’s not very likely that you will go through the entire MOC procedure and find there are no required changes to the PSM program, if you did so, then you could properly quantify the replacement as a Replacement in Kind and you would have your written questions and answers to defend that judgement.
Where does the confusion come from?
Why do so many people think that these types of equipment changes are not covered by the MOC requirement? Often it’s as simple as getting bad advice from consultants or refrigeration “schools.” I think part of the confusion on the issue stems from legacy industry guidance. For the vast majority of Ammonia PSM practitioners, the IIAR is our go-to guidance on design, construction, startup, decommissioning, maintenance, etc., so it’s natural to refer to them for PSM guidance.
Here’s a section from the IIAR’s 1994 Guide to the Implementation of Process Safety Management for Ammonia Refrigeration:
Here’s the same section from the IIAR’s 2012 updated Process Safety Management and Risk Management Program Guidelines:

Some quick thoughts on that guidance:
1) The term “Like for like” does not exist in the text of the PSM or RMP rule(s) and only leads to more confusion.
2) The first bullet of the 1994 guidance muddles the issue with assumptions. In the legal realm this is referred to as “Assuming facts not in evidence” meaning that the argument is relying on data that hasn’t been provided. We don’t know if the “piping, specifications, connections, instrumentation, and controls” are identical until we actually perform the MOC or something A LOT like it.
3) The second bullet of the 1994 guidance and the revised 2012 guidance are clearer, but they suffer from the same problem with assumptions.
Note: The IIAR is currently updating the Process Safety Management and Risk Management Program Guidelines and I expect the new version to significantly alter this guidance.
Why does this matter?
Misclassifying a covered change as a Replacement in Kind often allows the facility to circumvent the Management of Change procedure.
Let me offer a real-world example: During a client visit it was discovered that they were having a replacement condenser installed and that they were classifying it as a Replacement in Kind. They explained that they were doing this because they treated a previous condenser replacement as a Replacement in Kind due to advice from a class one of their employees had attended. We started asking some questions and in under an hour found the following:
1) The relief valves had been removed from both condensers and replaced with hand valves and pipe stubs. (Presumably to allow manual purging)
2) The new stubs did not have caps installed and were therefore open to the atmosphere.
3) The P&IDs no longer reflected the as-built condition of the facility for either of the condensers.
4) The SOPs still referred to the OLD models, not the current ones.
5) The SOPs still referenced the removed relief valves.
6) The PHA section covering condensers still listed relief valves as a safeguard and therefore did not properly identify, evaluate and control the hazards of the condensers.
ALL the above issues would have been avoided with a properly conducted Management of Change procedure.
Considering a change to your system and have some questions? Drop us an email at info@RCE-Chill.com
Nearly two years ago, I changed the Management of Change Written Plan template in my PSM programs to make a few changes:
These changes are related and they were made for a few reasons, which broadly break into three categories:
PSM Guidance History: There are two main ongoing issues with the NH3 refrigeration industry’s understanding of MOC. The first is the fiction that there are “minor” and “major” categories of changes in the PSM/RMP rules. It seems that the example written plan provided in the first edition of the IIAR Compliance Guidelines has been so internalized into our industry that people have stopped looking at the actual regulations or guidance documents from OSHA & the EPA. Essentially, the IIAR guidance splits changes into either “minor” or “major” based on whether they invalidate the PHA. If they do invalidate the PHA, they are “major” changes, and if they don’t, they are “minor” changes. This (arguably useful) fiction is NOT present in the PSM/RMP MOC rules.
Here’s the relevant IIAR guidance on “minor” changes:
“When processes undergo minor changes (e.g., minor rerouting of a piping run), information is typically added to a PHA file to reflect the change, even though the validity of the PHA is not affected by the modification.”
Here’s the relevant IIAR guidance on “major” changes:
“A major change is a modification which has significant impact on process conditions or system parameters and was not addressed by a previous Process Hazard Analysis (PHA) study.”
If that’s your policy, then the IIAR is already telling you that the PHA should be reviewed during the change. Why? How could you possibly know if the change “was not addressed by a previous PHA study” or whether the “Validity of the PHA is not affected by the modification” without reviewing the PHA?
Since the IIAR guidance (and experience) tell us we have to review the PHA as part of the change, there is little benefit to the IIAR scheme of “minor” and “major” changes. You can’t justifiably determine which category the change falls into until after you’ve reviewed the PHA. Unfortunately, that’s not what was happening…
Lessons Learned: PSM covered facilities have a LONG history of failing to properly manage changes. You would be stunned to see some of the changes that occur in covered processes without undergoing an adequate MOC procedure – or without any MOC at all. We’ve seen entire machine rooms added with no PHA review because the facility felt that the change was a “minor” change. The reality of implementing the IIARs guidance was that people were deciding if a change was “minor” or “major” based on their gut feeling of the size/complexity of the change – They weren’t actually reviewing the PHA to make this determination. The IIAR scheme acted as a “shortcut” for many facilities as they tried to jam ever larger & more complex changes into the “minor” category.
Furthermore, we found that almost none of these poorly performed MOC procedures were being caught by the facility. Since one person was in charge of (and administering) the entire program, there was essentially NO oversight. Adding the PSSR at the end of the equipment / facility MOC procedure provided a degree of oversight.
Simplification: Removing the “minor” and “major” categories meant that all equipment / facility changes followed the same procedural steps. Each equipment / facility change now requires the “Responsible Person” to review the relevant PHA section(s). Please note that this is not a full-scale team-based exercise – it’s the “Responsible Person” reading through the relevant section(s) and making a determination based on their expertise. Obviously, as in all other cases, if the “Responsible Person” is encouraged to seek any operational or engineering expertise they might lack. If the PHA section(s) appears unaffected by the change, then that’s the end of the issue until the regularly scheduled PHA revalidation. If, however, the PHA section(s) appears to be affected, then they need to be revalidated by a team meeting the requirements of 1910.119(e) & 40CFR§68.75.
Also, added at this time were individual component PSSR sheets. That is, for each common type of equipment in an NH3 refrigeration system, a sheet was created that allowed you to quickly document the Pre-Startup Safety Review. These sheets covered various required PSI items as well as IIAR Bulletin 109 items that have been commonly requested and IIAR Bulletin 110 inspection & maintenance items. Since, this PSSR is required (by the Written Plan) for every equipment / facility change, they provide a oversight function as well as meeting the regulatory requirements.
—
All of these changes are made to improve the MOC & PSSR process.
To meet the requirements of the MOC element 1910.119(l)(2)(ii) you have to “assure that the following considerations are addressed prior to the change: …Impact of change on safety and health.” If you haven’t read this OSHA MOC guidance recently, I highly commend it to you:
An MOC procedure is required anytime a change per the requirements of 1910.119(l) is considered. An MOC procedure is a proactive management system tool used in part to determine if a change might result in safety and health impacts. OSHA’s MOC requirement is prospective.
The standard requires that an MOC procedure be completed, regardless of whether any safety and health impacts will actually be realized by the change. The intent is, in part, to have the employer analyze any potential safety and health impacts of a change prior to its implementation. Even if the employer rightly concludes there would be no safety and health impacts related to a change, 1910.119(l)(1) still requires the employer to conduct the MOC procedure.
The MOC requirements are important because many large incidents have occurred in the past when changes have been made and the employer either did not consider the safety and health impacts of the change, or did not appreciate (wrongly concluded) the potential consequences of the change before it was too late. Therefore, it is not only required, but important that the employer conducts an MOC procedure on each change, even those changes the employer believes will have no safety or health impacts. (OSHA, Refinery PSM NEP, 2007)
It is the word prospective in the above text that is most important. You can think of the dictionary-like definition of “a study that starts with the current condition and follows it into the future.” You could also think of those men and women who panned for gold in the western territories of the US during the 19th century. Like them, you are looking through a lot of mundane things to find the rare oddity – that unique nugget – that can cause trouble. In an MOC the nugget is a hazard that needs a safeguard – either a new one, or one you already have but haven’t yet applied to the discovered hazard.
Where do you document the hazards you’ve found and the safeguards you’ve put in place? The Process Hazard Analysis!