
Let us help you make sense of PSM / RMP!
We’ll be having an open-enrollment PSM class in Burleson, Texas July 8th-11th 2025.
You can get more information on the class with this link.
We hope to see you there!
Chill - We Got This!
Let us help you make sense of PSM / RMP!
We’ll be having an open-enrollment PSM class in Burleson, Texas July 8th-11th 2025.
You can get more information on the class with this link.
We hope to see you there!

“Time Waits for No one…”
The Issue at hand
When I first started in NH3 refrigeration, you could pick up the phone, talk to your parts-guy, and get a replacement valve quickly: often the same day, but usually within a business day or two. While you were waiting for the part, you either operated the equipment manually (requiring a temporary SOP / MOC) or shut the equipment down during the wait. We call the time between when you order something and when it arrives, lead-time.
Because lead-times *were* short, parts inventory at most facilities were kept fairly low – usually limited to what would stop production. If you could get what you needed in a day or two, why keep it on the shelf, unless you were losing 20k+ an hour in downtime?
The situation has changed around us, and I’m not sure we’ve all thought through the implications of the current supply-chain issues. Lead-times have grown substantially in 2021 and, while relief is promised in the second half of 2022, these long wait times for equipment and components have the potential to adversely affect our Process Safety.
Current Lead Time estimates
| Equipment / Component | Lead-Times in Weeks* |
| Valves, Shutoff and Control | 14-24 |
| Valves, Relief | 12-20 |
| Vessels | 14-24 |
| Condensers | 14-16 |
| Compressors | 16 |
| Air Unit / Evaporators | 36 |
| Heat Exchangers | 14 |
*Typical for NH3 components. Varies by brand. Some halocarbons lead-times are even longer.
How can this affect Process Safety?
When you don’t have a critical spare part, and won’t have one for several months, production demands are likely to force you to operate your equipment in “temporary” modes. Here are a few thoughts:
What should I do?
“The first responsibility of a leader is to define reality…” –Max DePree
Well, the first step is to start a discussion with your skilled technicians and make sure they understand the environment we’re all working in. Here are some points for discussion, and further actions to take:
RC&E can assist you with your parts and spares. Click Here for our Line Card. Call Dennis Vaught 817-210-1957 or email him at dvaught@rce-nh3.com
According to 1910.119(e) and 40CFR68.67(a) the purpose of a PHA is to “…identify, evaluate, and control the hazards involved in the process.” Since the mid-90’s the refrigeration industry has done this mainly through the IIAR’s “What-If” methodology as suggested in their Compliance Guidelines materials.
There have been many revisions of this material over the years, but they all have the same thing in common as you use them: You can see how each question / item:
For example, a question might ask something like “What if plugs, caps, or blind flanges are missing on purge or drain valves?” This should prod you to recall that both IIAR 2 and IIAR 4 require that these things be plugged, capped, etc. This should also prod you to ask how you are addressing this requirement in your Process Safety Program.
The issue we always came across is that you must KNOW or MEMORIZE what the RAGAGEP says in a very complete way, or you miss the connection between the “What If” scenario and the RAGAGEP. This is nearly impossible because it seems like RAGAGEP is multiplying at an alarming rate. Furthermore, this (at least two day) process often feels like a futile effort at figuring out what the “What-If” scenario questions are really getting at.
To improve this years ago, I started adding two things to the IIAR standard questions:
It’s very easy to lose sight of evolving RAGAGEP over time. These checklists allow you to perform a forensic examination of your system compared to current RAGAGEP. In addition to the issue of improving RAGAGEP compliance, we also face other challenges.
This again leads us back to checklists. I created them for basic PSI & PSM items, Incident Investigations, IIAR 9, Facility Siting, EAP, IIAR 4, IIAR 6, and IIAR 8. Here’s what that looks like:
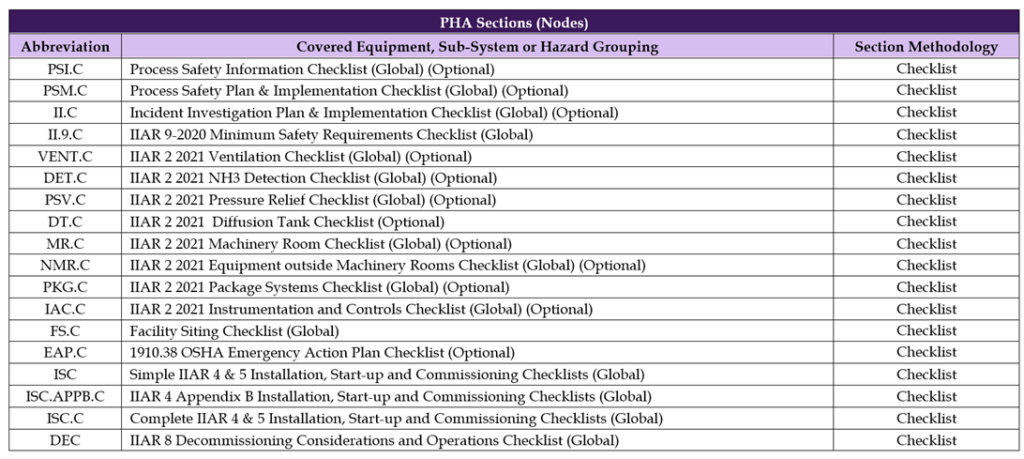
As you can see, that’s fairly comprehensive, but it’s also a lot more work! To adjust to all this, we usually perform PHA’s in a two-step process.
Step 1: Weeks in advance, we give the client the relevant checklists and have them fill them out to the best of their ability.
Step 2*: Once we’re on-site, we go over the checklists they’ve worked on to answer any questions, address discrepancies, etc. THEN we move on to the “What If” scenarios.
* Of course, if the client wants, we can always book another two or three days of our time helping them on-site with Step 1.
The result of this longer, more comprehensive process is:
You can learn more about our PHA offerings here. Email or call us today to have RC&E assist you with all your PSM/RM Program needs! info@RCE-Chill.com (888) 357-COOL (2665)
IIAR 4-2020 Installation of Closed-Circuit Ammonia Refrigeration Systems and IIAR 8-2020 Decommissioning of Closed-Circuit Ammonia Refrigeration Systems have been released by the IIAR and are now available for purchase on their website. IIAR 8 didn’t change much, but this was a very significant change to the existing IIAR 4 standard.
In SHORT, here’s what you need to know as an end-user:
The long version follows…
Continue reading
“Smart people learn from their mistakes. Wise people learn from the mistakes of others.”
Or, in PSM terms: Incident Investigation is how you become smart. Process Hazard Analysis is how you become wise.
Yesterday, a horrific explosion occurred in the port of Beirut, Lebanon. This morning it is being reporting that over 100 are dead, over 4,000 are injured, and up to 300,000 are homeless. Estimates of the economic damage have been as high as five billion dollars.

Beirut, Lebanon Explosion 08/04/20
It is believed that the explosion was the result of 2,750 tons of ammonium nitrate stored at the port. The authorities will now have to try and piece together what happened to see what they can learn from this incident.

Beirut, Lebanon Explosion Aftermath 08/04/20
In PSM terms, this is where we implement the Incident Investigation element. Refer back to that earlier quote, “Incident Investigation is how you become smart.” One of my first mentors put it another way: “Wisdom is healed pain.” It is right and proper that we learn from the mistakes we make, but there is a better way: Learn from the mistakes of others so you don’t repeat them!
Al Jazeera is reporting that the chemical storage was known about for seven years, and while the port authorities asked for assistance in dealing with the dangerous situation SIX TIMES, they did not receive a response. It appears that the authorities in Beirut had the information they needed to KNOW they had a hazards to address for many years.
The dangers of Ammonium Nitrate explosion are WELL KNOWN. Check out this older article on the events in West, Texas – or check out the pictures I took there after the explosion. (Note, according to the Al Jazeera timeline, the improper storage of this chemical in Lebanon began right around the time of this incident in America.)

Ammonia Nitrate explosion damage in West, Texas (2013)
A proper PHA prevents incidents. In the PHA process, we Identify hazards, Evaluate those hazards, and then Control those hazards.
A timely Process Hazard Analysis would have shown OBVIOUS problems with Facility Siting, RAGAGEP compliance, and equipment / facility suitability. It appears that in Beirut, the port officials informally identified at least some of the hazards, and to some degree they analyzed them. Those responsible in Beirut had AMPLE opportunity to CONTROL the hazards but chose not to – for reasons we don’t yet know.
Put another way, because they did not accept their responsibility to perform a Process Hazard Analysis, they now have to accept their somber duty to perform an Incident Investigation.
Incident Investigation is how you become smart. Process Hazard Analysis is how you become wise.
Are there any issues in your facility that you are aware of that you haven’t yet addressed? Consider this tragedy in Beirut as a reminder to take action on them. There’s no time like the present!
P.S. There are large Ammonia Nitrate stockpiles all over the world. When stored properly it is very, very safe. But storing it next to a fireworks warehouse in a vault that wasn’t designed for it is begging for a disaster.
— Update: The Times of Israel quotes Lebanese Prime Minister Hassan Diab as saying: “What happened today will not pass without accountability. Those responsible for this catastrophe will pay the price.” With respect, no, they won’t pay the price.
The people that died paid the price. The loved ones of the deceased, the people that were injured, and those who are now homeless are paying the price. The people responsible may pay a price, but it’s unlikely to be as severe as the one paid by those who had no part in the series of errors that lead to this catastrophe.