Let us help you make sense of PSM / RMP!
We’ll be having an open-enrollment PSM class in Burleson, Texas July 8th-11th 2025.
You can get more information on the class with this link.
We hope to see you there!
Chill - We Got This!
Let us help you make sense of PSM / RMP!
We’ll be having an open-enrollment PSM class in Burleson, Texas July 8th-11th 2025.
You can get more information on the class with this link.
We hope to see you there!
Merry Christmas to our Ammonia Refrigeration Process Safety community!
Well, this year has been interesting, eh? The hits keep coming it seems, and it was no different to those of us in the Process Safety field. Behind the scenes, we’ve been working on a fairly major set of improvements to the PSM system. Originally scheduled for August, we’ve finally managed to push it across the finish line just in time for the Holidays!
Significant improvements were made to the core of the system (The SOPs and ITPMRs) through an unprecedented amount of end-user feedback. Remember, this system relies on the feedback of operators, technicians, service personnel, and Process Safety professionals to improve.
All updated documents have the 122520 date-code, but here’s a run-down:
To implement:
Disclaimer: This post is a collaboration between an industry friend and colleague, Victor Dearman and I. The views expressed here do not necessarily represent the opinions of any entity whatsoever which we have been, are now, or will be affiliated.
It’s a question we hear often – sometimes as part of a PHA or Compliance Audit, but more often with someone just struggling to justify their staffing requests. Unfortunately, there really isn’t a simple, definitive answer to the question. No controlling RAGAGEP exists and state / local laws on the topic are relatively rare. This sort of problem isn’t rare in PSM because it is a performance-based standard. Our performance basis is that we are staffed sufficiently to ensure the safety of the people within the building and the surrounding community.
We need to answer the “How many Operators do we need?” question in a way that we can support it, or as we like to say, “Build a defensible case for the answer we arrive at. The answer itself will depend on many, many factors. So, let’s go on a journey and see how we can arrive at an answer we can feel confident in.
The road to an answer
The biggest factor for many is the design (age!?) of the system controls. A modern system with advanced controls requires less oversight on a day-to-day basis. If your system still relies on manual controls and people writing down pressures every hour, then that’s going to have a significant impact on your staffing needs. But once we get past that obvious issue, things get a bit more complicated.
Let’s be honest here, if things are running well; you have a good history with compliance audits, inspections, incident investigations, etc. and a low MI backlog, you’re probably not asking this question. If you are asking this question, it is probably due to an event related to a PSM/RMP element.
Let’s look at the kinds of element events that typically lead to this question.
Employee Participation: Look, everyone feels over-burdened at work, especially in the modern “Do MORE with LESS” era. But, if you pay attention to it, and look at these other elements, this employee feedback can provide valuable insights into the adequacy of your staffing.
Mechanical Integrity: What we’re looking for here is to understand if you have the skill sets and staffing to adequately maintain your refrigeration system. Whether you do everything in-house, or have a small in-house small crew performing basic rounds and contract out all the rest of the maintenance, inspections, and tests, is it adequate?
Here’s some MI related questions you might ask to help you determine if your staffing is adequate:
Incident Investigations: A review of incident investigation history can tell us a lot if the facility has a good process safety culture. But if they don’t have the right culture, and /or they don’t have any documented incidents, you’re going to have to do a little detective work and interview plant employees to find out if incidents are occurring that aren’t being recorded. Remember to spread your net wide here because incidents can happen at any time, not just on day-shift: Backshifts, weekends, holidays, etc. there’s no time immune to a possible incident.
You may also find indications of incidents occurring in walk-through logs, communications logs, ITPMRs, work orders, etc.
Here’s some II related questions you might ask to help you determine if your staffing is adequate:
Management of Change / Pre-Startup Safety Review: Properly implementing the MOC and PSSR elements takes a lot of time! We often find that these two elements are amongst the first to “fall behind” in suboptimal staffing situations. Here’s some MOC/PSSR related questions you might ask to help you determine if your staffing is adequate:
Process Hazard Analysis: The PHA and open PHA recommendations can also help us understand if our staffing levels are appropriate. There may also be indications in the PHA itself. There’s a portion of the PHA that deals with staffing directly, but we’ll deal with that in the Building a defensible case on staffing section of this article.
Here’s some PHA related questions you might ask to help you determine if your staffing is adequate:
Emergency Action and Response Plans: Whether we’re looking at the plan(s) themselves, or analyzing an after-action report, a there can be a lot to learn here concerning proper staffing levels. Obviously, the required staffing levels for Emergency Response facilities is going to be higher, but that doesn’t mean there is no staffing requirement for Emergency Action plans.
Here’s some EAP/ERP related questions you might ask to help you determine if your staffing is adequate:
Building a defensible case on staffing
Ok, we’ve answered our questions and gathered a good impression of where we stand – and where we should stand. Maybe we need to adjust our staffing levels and/or increase the amount of services we ask contractors to complete for us. Where should we document this? In our opinion, the place in the system where the facility already had the opportunity to address this issue, was in the PHA. So, let’s go back to the PHA, end see if our results match the PHA team’s.
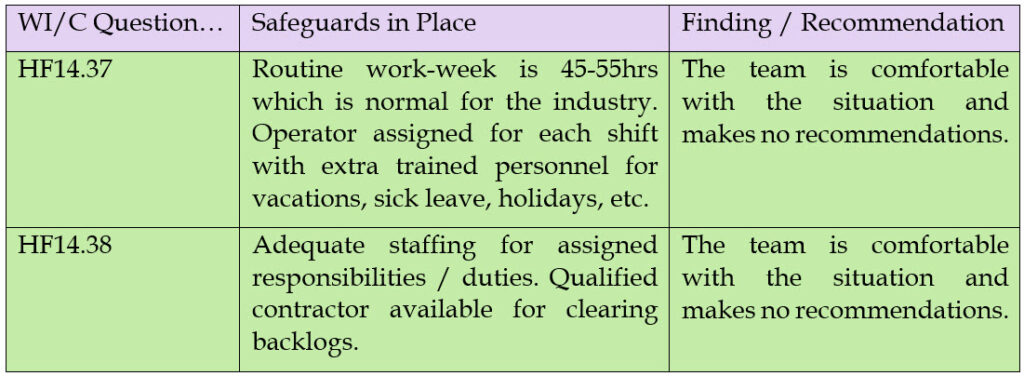
You are going to be looking for the following two questions (or their equivalents) from the standard Human Factors section of the IIAR What-If /Checklist worksheets:
HF14.37 – What if an employee is stressed due to shift work and overtime schedules?
HF14.38 – What if there are not sufficient employees to properly operate the system and respond to system upsets?
During the PHA, the facility should have answered those in a way that says they have adequate staffing or recommended that staffing be increased. Let’s say you decided that you had adequate staffing based on your answers to the questions above. If that’s the case, we’d expect to see something like the following:
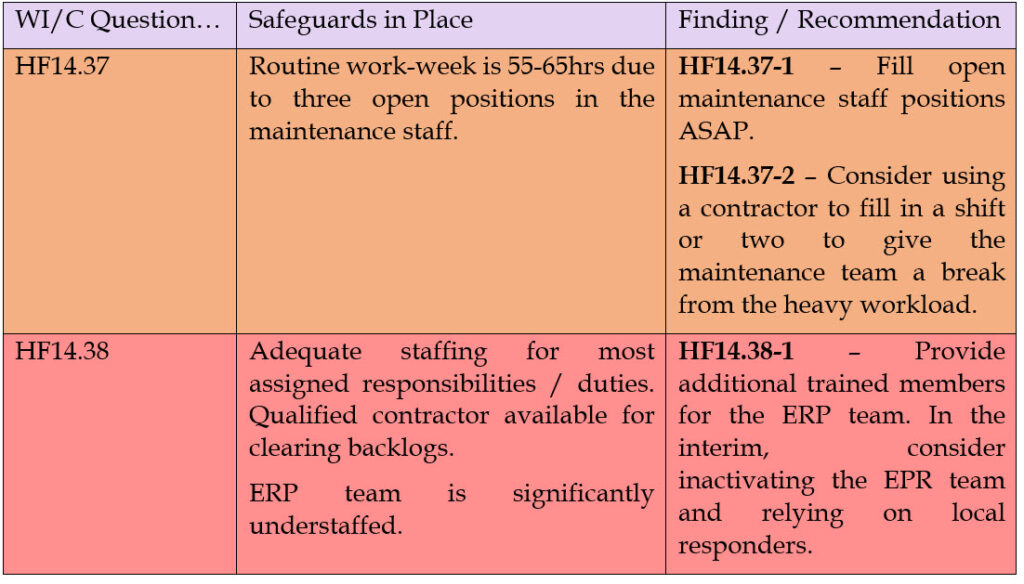
If, however, we found some areas for improvement, we might expect something like this:
Closing Thoughts: We hope you didn’t start reading this hoping for an easy answer, but we’re fairly certain – now that you understand the full scope of the question being asked – that the answer doesn’t need to be easy, it needs to be correct and defensible.
You can build a much better understanding of your staffing needs by looking at the existing elements in your Process Safety program. Any decent Compliance Audit would cover this same ground, if staffing is an area of concern for you, make sure to bring it up.
—
P.S. from Victor: Some facilities might try and get more value from a security guard on off shifts or holiday coverage to make roving patrols and report abnormal conditions and alarms? Sure, but that also means that guard has to be trained to identify what the alarms mean, how to identify an abnormal condition, and that they know what to do to either immediately correct the deviation or immediately contact someone that can (on call techs or service providers). By the time you have invested this much into a guard, you could have paid for a well-qualified operator.
My advice to any organization when making these decisions is to evaluate the above and take into consideration the attracting well rounded operators with the skill sets and experience often sought is more often through word of mouth about how the organization projects their Process Safety culture.
How to hire operators? Well, that sounds like a good subject for a future article!
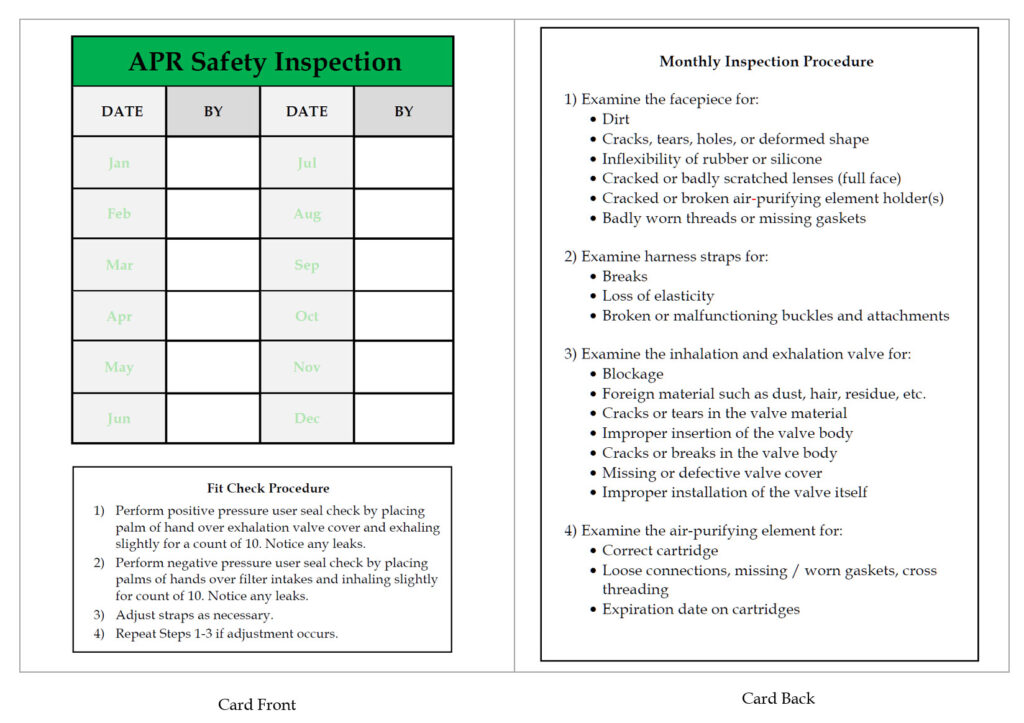
Sometimes a little extra can go a long way to improve the effectiveness of your compliance efforts. I would like to show you how we used two simple, inexpensive laminated cards to improve the effectiveness of our APR inspections and Incident reporting / reactions.
APR Card
First, the APR issue:1910.134 has some requirements on inspections, cleaning, fit-check, etc. We require our service technicians to wear APR’s during Line-Opening. I created a small laminated card (about 5″x8″) that fits in their APR bag. With the included permanent marker, we can track the APR inspections for a year. The card also provides convenient information on the “Fit-Check” and “Monthly Inspection” procedures. Here’s the WORD document if you want to modify it for your use.
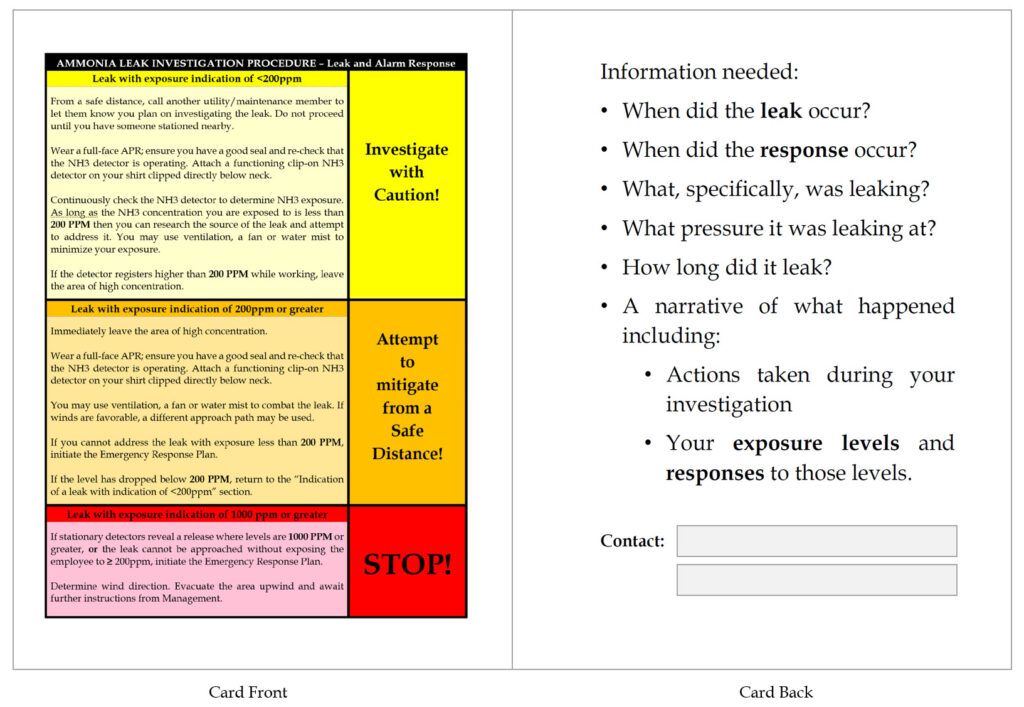
Leak Investigation / Incident Reporting
Our technicians are often called to look into reported ammonia odors. We’ve established a policy on doing this in compliance with 1910.119(n) concerning “handling small releases.” We also conduct Incident Investigations to meet the requirements of 1910.119(m). Again, I created a small laminated card (about 5″x8″) that fits in their APR bag. It provides a quick-reference to the investigation procedure, as well as reminders of the information we’ll be asking them for. Contact numbers for company safety/compliance resources are also included. Here’s the WORD document if you want to modify it for your use.
Little items like this can reinforce your training. The easier “being compliant” is, the more likely it is to happen in the field!
p.s. The Word documents are meant to be printed double-sided. I use 32# paper, trim, then seal with 5mil clear laminating envelopes.
The implementation of the PSM/RMP Program is a team-based effort. In my opinion, no single part of a Process Safety Program is more important than your Process Safety Team. Put another way: If you don’t have a strong Process Safety Team you won’t have a strong Process Safety Program.
Who should be on the Team?
At a minimum:
The team can also benefit from additional diversity such as senior members of management outside of Process Safety. Examples might include the Plant Manager or Director of Warehousing, Production Supervisors /Managers, Health, Safety & Environmental staff, etc.
What should the team do?
While a successful team serves many functions, it is there for two essential purposes:
Process Safety Team as an Educator
Your covered process and the safety programs that cover it are large and complex. So it the overall business that they are a part of. Our first priority in the meeting is to inform each other of what is happening in the parts of the program we deal with on a daily basis – or we are responsible for. This is often referred to as “getting everyone on the same page.”
Process Safety Team’s Oversight Role
The most often failed function of a Process Safety Team is to provide oversight. The Responsible Person for an element has to make day-to-day decisions to keep the process (and the business) running and we should ensure that they defend these decisions to the Process Safety Team so that the team can either validate or correct them.
For example:If the MOC Responsible Person decided that a specific change was not required to go through the MOC process, they should make that argument to the Process Safety Team which should either validate that choice or – as a group – convince the Responsible Person that their decision was in error so they can take corrective action.
Another example: The Responsible Person and two other staff members have completed an Incident Investigation on a small process leak that recently occurred. The Process Safety Team should either validate that completed Investigation or – as a group – convince the Responsible Person to investigate additional avenues, or provide addition recommendations.
This simple concept: Defend your decisions to a team of your peers so they can validate them or correct your thinking is the beating heart of any Process Safety Program. If you do it well, you provide a feedback loop, and the entire team will get better at their jobs. Whether it’s an Incident Investigation, a Management of Change, Contractor evaluations, etc., Validating your decisions with your Process Safety Team will improve the performance of the program more than nearly any other thing you can do.
Bonus Content: What should we discuss at our PSM meetings?
I am often dumbstruck when this question is asked of me, because I NEVER run out of things to talk about. (You can all stop laughing now)
While PSM Team Meetings should be structured to allow diverse topics and input, certain topics should be discussed at any general PSM Team Meeting:
Note: Special thanks to end-users VD & CG who prompted me to include this information (and more) directly into my PSM Element Written Plans. We ALL improve with feedback!
RAGAGEP (Recognized and Generally Accepted Good Engineering Practices/Principles) is extremely important to our Process Safety programs as it helps define the boundaries of what is (and isn’t) acceptable in our processes and our management of them. There seems to be some confusion in a significant portion of the industry as to how to practically apply RAGAGEP* so I thought a brief discussion (and worked example) might be useful.
Let’s say that we have multiple possible RAGAGEP’s for a single item – such as relief valve replacement schedule. Those multiple RAGAGEP’s may well have differing requirements so we will need to rank them to understand what we actually need to do. Here’s an example RAGAGEP listing from OSHA:
What isn’t on that list is manufacturer’s recommendations and there’s a reason why. The things listed above set the RAGAGEP and the manufacturer’s recommendations can modify it.**
There are generally two ways to modify something: make it more or less restrictive.
More: In the event that the manufacturer gives you a recommendation that is more restrictive (conservative) than the RAGAGEP, you must*** accept that more restrictive recommendation.
Less: If the manufacturer gives you a recommendation that is less restrictive than the RAGAGEP, you can accept that less restrictive recommendation, but you will need to document why you believe that the manufacturer’s recommendation is superior to the existing RAGAGEP.
In a recent article, we discussed the replacement schedule for a relief valve that relieves back into the system. The codes reference the consensus standards, which in turn reference some non-consensus bulletins. The bulletin in question, IIAR B110 says that these valves are not subject to the 5yr changeout frequency that other relief valves are. Yet, we have an email from the manufacturer’s engineering department that still recommends the 5yr changeout schedule.
In this case, we have a disagreement between the non-consensus bulletin and the manufacturer’s recommendation. Put another way, we have a generic recommendation on relief valve changeout versus a manufacturer specific recommendation. Obviously, the manufacturer’s specific recommendation on their valves overrides the generic recommendation about all relief valves. Therefore, as long as we are going to use these specific valves, we need to follow the manufacturer’s recommendation. ***
*It’s important to understand that we’re talking about what RAGAGEP decision is the most defensible during an inspection / audit.
** In 1910.119(j)(4)(iii) manufacturer’s recommendations are explicitly called out in conjunction with good engineering practices to set inspection/testing frequency, but the point still holds true.
*** It’s theoretically possible that you can make the engineering case that you know more about the manufacturer’s equipment as it operates in your process than they do, so you can override their recommendation. One method that’s routinely used is to choose an alternative way to achieve the same goals – one where you can show the engineering rationale to prove your alternative is as safe or safer. A common example of that would be replacing the oil based on regular oil analysis rather than changing it out at a specific hour interval. Of course, such a change would have to be thoroughly documented through your Management of Change procedure.
Over the past few years we’ve seen an increase in the number of companies that use a 3rd party service to qualify their contractors. Often, these services screen the prospective contractor for their safety record / programs, insurance history / coverage, and financial stability. It’s common to see facilities believe that these contractor qualification services are covering their PSM/RMP Contractor obligations, but this is rarely the case. Let’s review the PSM/RMP requirements regarding Contactors – starting with the facility obligations – to see why:
1910.119(h) Contractors.
1910.119(h)(1) Application. This paragraph applies to contractors performing maintenance or repair, turnaround, major renovation, or specialty work on or adjacent to a covered process. It does not apply to contractors providing incidental services which do not influence process safety, such as janitorial work, food and drink services, laundry, delivery or other supply services.
This section covers which contractors are covered under the PSM/RMP rules. Since nearly all of these Contractor Qualification services cover all contractors, you are usually well covered here.
1910.119(h)(2) Employer responsibilities.
1910.119(h)(2)(i) The employer, when selecting a contractor, shall obtain and evaluate information regarding the contract employer’s safety performance and programs.
Every Contractor Qualification service we’ve seen covers this area quite well – in fact, it’s the reason these services exist. 1910.119(h)(2)(ii) The employer shall inform contract employers of the known potential fire, explosion, or toxic release hazards related to the contractor’s work and the process.
1910.119(h)(2)(iii) The employer shall explain to contract employers the applicable provisions of the emergency action plan required by paragraph (n) of this section.
Here we get our first compliance issue. Contractor Qualification services do not possess this information and cannot provide it to the contractor. Let me quote the 2009 Petroleum NEP to show you why this MUST be done by the facility itself:
Compliance Guidance: To assist in determining the applicable known potential fire, explosion or toxic release hazards that the host employer must inform the contract employers about, CSHOs should examine the host employer’s PHA. The PHA must identify the hazards of the process – 1910.119(e)(1) and (e)(3)(i). At a minimum, the hazards identified in the employer’s PHA which are applicable to the contractor’s work must be passed (“informed”) from the host employer to the contract employer – 1910.119(h)(2)(ii). In turn, the contract employer must then instruct its employees on the known potential fire, explosion or toxic release hazards of the process (1910.119(h)(3)(ii)), including, at a minimum, those hazards identified in the host employer’s PHA which are applicable to the contractor’s work.
As you can see, this requires a deliberate and thoughtful analysis of the work the contractor will do and the hazards present by that work – and the area of the process they will be working on. A cookie-cutter Contractor Qualification service cannot provide this service so you need to make sure your program does.
1910.119(h)(2)(iv) The employer shall develop and implement safe work practices consistent with paragraph (f)(4) of this section, to control the entrance, presence and exit of contract employers and contract employees in covered process areas.
Again, a Contractor Qualification service cannot provide this service – this is a facility level requirement that establishes and implements the procedures required under the Operating Procedures element.
1910.119(h)(2)(v) The employer shall periodically evaluate the performance of contract employers in fulfilling their obligations as specified in paragraph (h)(3) of this section.
1910.119(h)(2)(vi) The employer shall maintain a contract employee injury and illness log related to the contractor’s work in process areas.
While a Contractor Qualification service can maintain some general information on the contractor in general such as injury rate and accident history, it will not know about the specific performance of a contractor at your facility – at least not as well as your own people will.
Next, we move on to the PSM/RMP responsibilities of the Contractor…
1910.119(h)(3) Contract employer responsibilities.
1910.119(h)(3)(i) The contract employer shall assure that each contract employee is trained in the work practices necessary to safely perform his/her job.
1910.119(h)(3)(ii) The contract employer shall assure that each contract employee is instructed in the known potential fire, explosion, or toxic release hazards related to his/her job and the process, and the applicable provisions of the emergency action plan.
1910.119(h)(3)(iii) The contract employer shall document that each contract employee has received and understood the training required by this paragraph. The contract employer shall prepare a record which contains the identity of the contract employee, the date of training, and the means used to verify that the employee understood the training.
While a Contractor Qualification service can certainly request this documentation, what’s usually acceptable to the Contractor Qualification service is a generic “statement” on training, not the very specific training required based on the information provided under 1910.119(h)(2)(ii-iii).
1910.119(h)(3)(iv) The contract employer shall assure that each contract employee follows the safety rules of the facility including the safe work practices required by paragraph (f)(4) of this section.
A Contractor Qualification service can certainly ask the contractor to provide a pledge that they will follow the safety rules / practices at the facility, but this can only really be proven through direct on-site examination of the contractor on a regular basis.
1910.119(h)(3)(v) The contract employer shall advise the employer of any unique hazards presented by the contract employer’s work, or of any hazards found by the contract employer’s work.
A Contractor Qualification service will ask the contractor to provide this information, but very often the nature of the work (and the tools used to perform it) change during the project. Again, only direct on-site examination of the contractor on a regular basis can ensure that the contractor is compliant with this requirement.
I hope this review has helped you understand how Contractor Qualification services can be useful to meet some PSM/RMP obligations, while showing you how they cannot replace your entire PSM/RMP Contractor element.
Last month we wrapped up our first RC&E Customer PSM class in Fort Worth, Texas. The participants spent four days learning about PSM and sharing ideas, challenges and solutions. Due to the mix of skill levels (First-timers to Experienced Practitioners) and Organizational Position (Operators, Safety Professionals and Managers) the class was a lot of fun for all involved.
Here’s what some of the participants had to say about the class:
“With quite a lot of pre-existing PSM knowledge, I still came away with lessons learned.”
“…this class did a great job in explaining how the PSM system works.”
“Very thorough… I won’t feel like I am fumbling in the dark anymore.”
“Engaging presentation of complex material. A valuable class”
“Very in-depth. Informative. Answered questions before I got to ask them!”
This class is exclusively for RC&E Customers because it’s designed around the specific PSM program that RC&E has written for them. If you are interested in attending the next class in June, you can get more information from the Class Flyer or Register Now to save your spot!
When I see people writing “Have a Full-Face APR (Air Purifying Respirator) nearby, within arm’s reach” in their Line/Equipment Opening (aka Line Break) procedures, my blood-pressure shoots through the roof. Yes, I know I am a rather excitable guy by nature, but there is a legitimate reason for my anger here.
This incident narrative is why:
It is believed the oil drain valve was initially clogged as the employee opened it a full three turns before any ammonia came out. When liquid exited the valve and struck the employee he fell face first on concrete in hallway. “Convulsions” were observed by other employees and the operator was unable to self-rescue due to lung spasms. The other employees had no access to PPE and could not assist the victim.
Would a Full-Face APR within “arm’s reach” have been useful to that employee AFTER he was struck in the face with liquid ammonia?
NO. IT WOULD NOT.
With NO protection, that operator was essentially doomed the second the NH3 left the pipe and struck him.
PPE stands for Personal Protective Equipment, not Potentially Protective Equipment.
 PPE isn’t some sort of magic relic that provides protection while you are within a certain radius of its location. It works when – and ONLY when – you use it properly. This same foolish thinking that allows people to require APR’s “nearby” could be applied to seat-belts with about the same effectiveness: “Well, no he wasn’t wearing the seat-belt during the accident. Funny thing: the darned seat-belt was right there next to him and he still went out the window when the car hit the tree.”
PPE isn’t some sort of magic relic that provides protection while you are within a certain radius of its location. It works when – and ONLY when – you use it properly. This same foolish thinking that allows people to require APR’s “nearby” could be applied to seat-belts with about the same effectiveness: “Well, no he wasn’t wearing the seat-belt during the accident. Funny thing: the darned seat-belt was right there next to him and he still went out the window when the car hit the tree.”
Now, imagine instead that the operator in that incident narrative was wearing a Full-Face APR. While Full-Face APR’s aren’t designed for liquid exposure, would he have survived if he were wearing one? Almost certainly, YES. Certainly his odds would have improved astronomically. He may well have suffered severe burns, but it is very likely that the Full-Face APR would have afforded him enough protection so that he would have been able to evacuate himself from the area and seek a safety shower to minimize the damage to his skin.
Please, THINK about your policies and REQUIRE that Full-Face APR’s are worn during ALL Line & Equipment openings.
102417 Update: Here’s a picture that perfectly illustrates the uselessness of having PPE “nearby”…